Les notions techniques liées à la température
Brasage tendre / Brasage fort
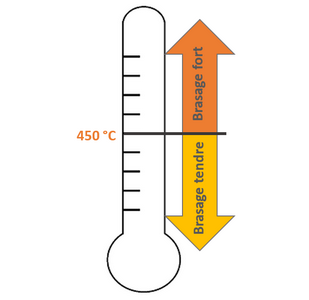
La limite entre brasage fort et tendre se situe à 450°C.
Brasage tendre :
Brasage dans lequel la température de fusion (liquidus) du métal d’apport est inférieur à 450°C. Le fil d’étain est le plus souvent utilisé.
Brasage fort :
Brasage dans lequel un joint est obtenu avec un métal d’apport dont la température de fusion (liquidus) est supérieure à 450°C. Dans ce cas, des métaux d’apport spécifiques sont proposés pour s’adapter aux différentes contraintes du brasage.
Point de fusion / Régime de fusion / Température de travail
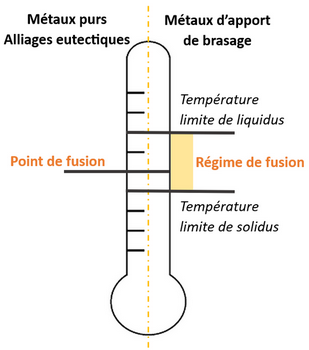 Point de fusion :
Point de fusion :
Limite au-dessus de laquelle le matériau passe à l’état solide à l’état liquide. Seuls les métaux purs et les alliages d’apport eutectiques possèdent un point de fusion défini.
Régime de fusion :
Intervalle au-dessus duquel le matériau est liquide (liquidus) et au-dessous duquel il reste solide (solidus). Concerne la plupart des métaux d’apport.
Température de travail :
Température la plus basse permettant le brasage des métaux. La température des pièces à souder doit être très proche, égale ou supérieure à la température de liquidus du métal d’apport.